|
金属材料強化用ナノ秒レーザ光学系
|
|

レーザアブレージョンとレーザキャビテーション(二重露光)
532nm(緑色)を減光するために補色の赤色フィルタを使用しています |
|
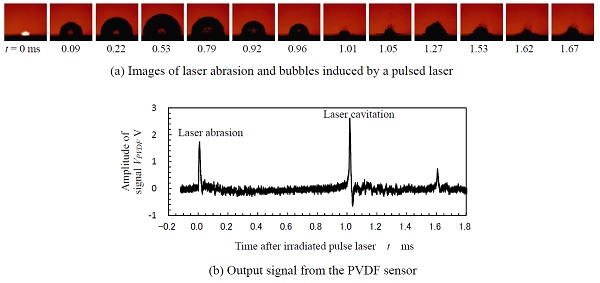
レーザアブレージョンとレーザキャビテーションの経時変化 |
|

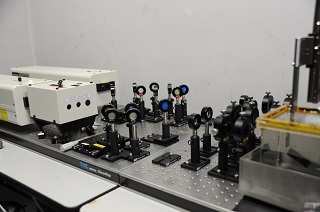
光学系(レーザ未照射) |
|

光学系(レーザ照射時) |
|
装置全体(レーザ未照射) |
|

装置全体(レーザ照射時) |
|
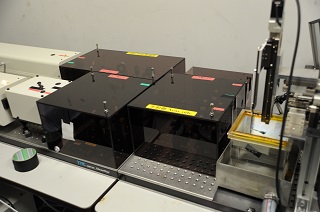
普段はカバーを付けています |
【概要】
写真は,5ナノ秒の短時間にエネルギーを集中させたレーザ光を金属表面に照射して,金属表面を吹き飛ばし,
その反動で金属表面をたたいて金属を強くするためのレーザ用光学系です。特定の波長のレーザを効率よく
反射するために,ミラーには特殊なコーティングが施されており,斜めから見ると,写真のようにいろいろな
色に見えます。近年,生体インプラントや航空機部品として注目を集めている金属製3次元積層造形材
(3Dプリント材)は,疲労強度がバルク材の半分以下,という欠点があります。当研究室のレーザを用いて
材料表面をたたくと,強度を2倍にできます。
【詳細説明】
数百mJから数Jのナノ秒オーダのパルスレーザを,水中に設置した金属表面に照射すると,金属表面がプラズ
マ化してアブレージョンを発生します。このアブレージョンによる衝撃波(膨張波)を水の慣性力で封じ込める
と,金属表面に直径数十μmから数mm程度の局所的塑性変形を付与できます。このレーザアブレージョンの衝撃
波の後,負圧が発生し,この負圧のために,水が水蒸気泡(水の気相状態;レーザキャビテーション)となります。数百μsから数msの間に
泡が発達した後,やがて泡が収縮して圧潰,再膨張します。この圧潰と再膨張時に,金属を塑性変形させるよう
な局所的衝撃力を発生します。すなわち,一つのパルスレーザで金属を2回叩くことができます。この金属表面を
叩いて強くする方法を機械的表面改質と呼んでいます。機械的表面改質により,金属組織の微細化や加工硬化,
圧縮残留応力の導入が可能で,これらの作用により金属の強度が向上します。
当研究室のレーザシステムは,アブレージョンを効率よく発生させるために水に吸収されない波長532nmと,水蒸
気泡を効率よく発生させるための波長1,064nmのレーザを使い分けています。これらの特定の波長を効率よく用い
るために,ミラーやレンズには特殊なコーティングを施しています。当研究室のパルスレーザは,5ナノ秒間に
0.85 Jのエネルギーを発生できますので,仕事率は141MW (1.41×10^8 W)に達します。普通の電子レンジは,
1400 W (1.4 kW = 1.4×10^3 W)程度ですから,10万台の電子レンジに相当します。このようなエネルギーを数十
μmから数mm程度に集中させるので,金属の表面がプラズマ化して吹き飛ぶわけです。
|
| "キャビテーションピーニング"の動画(3min)は |
こちら から から
|
| "キャビテーションピーニング"の解説は |
こちらから。OPEN Journalなので,どなたでも無料でご覧になれます
|
 |
 |