Remountable high temperature superconducting magnet - 分割型高温超伝導マグネット
Page 1 : 核融合炉における超伝導マグネット
Page 2 : 分割型高温超伝導マグネット
Page 3 : 高温超伝導導体の着脱可能な接合法の研究
Page 4 : 金属多孔質体を用いた極低温冷媒熱伝達促進法の研究
Page 5 : 分割型高温超伝導マグネットの設計検討
Page 6 : 超伝導機器応用
高温超伝導テープ・高温超伝導導体の機械的接合法の研究
分割型超伝導マグネット実現のための基礎研究として、当研究室では高温超伝導体の機械的接合に関する研究を行っています。
機械的接合法とは、接合面を接触させて、外部から圧縮力を加えることで、接合面を圧着させる方法です。
接合に必要な圧縮力を外すと、接合部を外すことができます。
実際に実用化されている高温超伝導線材というのは、テープ状のもので、高温超伝導テープと呼ばれています。
核融合炉用マグネットに高温超伝導テープを用いる場合には、高温超伝導テープを積層して作った導体を用います。
高温超伝導テープ・高温超伝導導体の機械的接合法としては、機械的ラップジョイント法・
機械的バットジョイント法・機械的エッジジョイント法があります。
★ 機械的ラップジョイント法(図3-1、図3-2)
高温超伝導テープ・高温超伝導導体の表面同士を接合する方法です。
機械的ラップジョイント法では接合面積を大きくすることができるため、接合部の抵抗を低減しやすいというメリットがありますが、
大型の高温超伝導導体の接合になった場合に接合部形状の制約があり、また接合部が他の接合法に比べて長くなるという欠点もあります。
★ 機械的バットジョイント法(図3-3)
高温超伝導テープ・高温超伝導導体の断面同士を接合する方法です。
機械的バットジョイント法は接合面積を大きくとることはできませんが、同じ
接合面積であれば、機械的ラップジョイントの場合よりも接合部の抵抗が低くなります(接合抵抗率が低くなります)。
また、大型の高温超伝導導体の接合になった場合に接合部の形状を比較的自由に決められるといった利点があります。
★ 機械的エッジジョイント法(図3-4)
高温超伝導テープ・高温超伝導導体の側面同士を接合する方法です。
機械的バットジョイント法と同等の接合抵抗率を実現しつつ、機械的ラップジョイントのように接合面積を大きくとること
ができることが利点です。
ただし、接合部のサイズが他の接合方式に比べて大きくなるので、マグネットサイズの巨大化につながる可能性もあります。
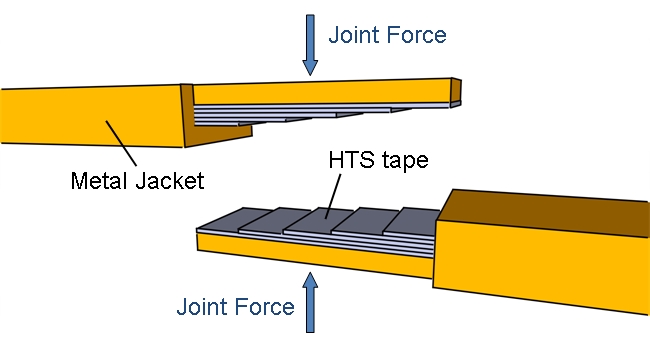 |
| 図3-1 機械的ラップジョイント(通常式) |
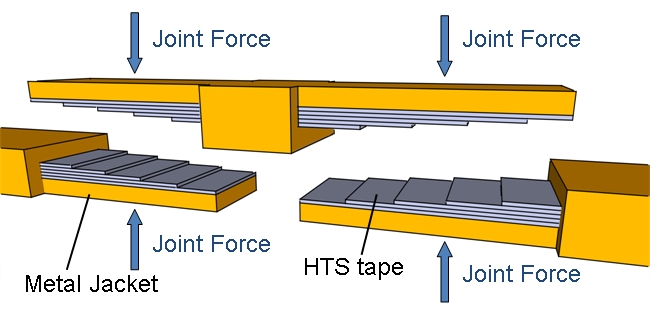 |
| 図3-2 機械的ラップジョイント(ブリッジ式) |
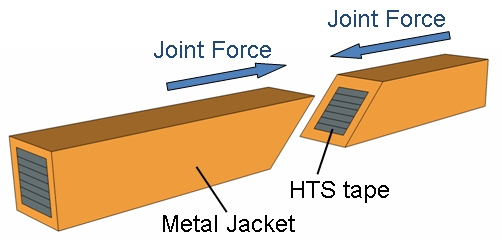 |
| 図3-3 機械的バットジョイント |
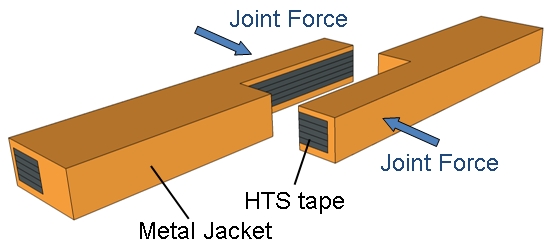 |
| 図3-4 機械的エッジジョイント |
試験用導体
現在、高温超伝導テープとしてBSCCO 2223(Bi-2223)テープ、REBCO(RE-123)(YBCO(Y-123), GdBCO(Gd-123)など)テープの2種類が実用化(販売)されています(**)。
これらの高温超伝導テープを実験用導体を作製するために用いています。
高温超伝導テープ1枚同士の機械的ラップジョイント、機械的バットジョイントに加え、以下の図に示すような
導体サンプルを用いて高温超伝導導体の機械的バットジョイント・機械的エッジジョイント・ブリッジ式機械的ラップジョイントの実験的研究を行っております。
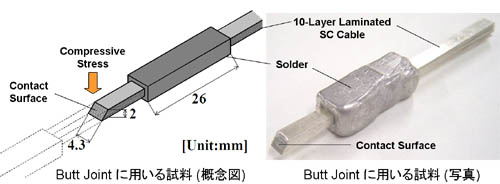
図3-5 機械的バットジョイント用の高温超伝導導体サンプル①
(10層BSCCO 2223導体)
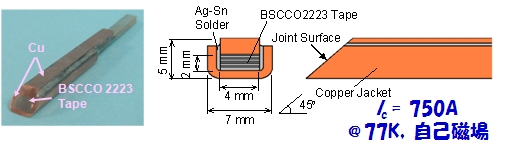
図3-6 機械的バットジョイント用の高温超伝導導体サンプル②
(銅ジャケット付10層BSCCO 2223導体)
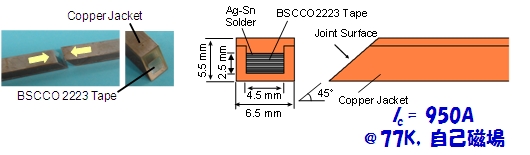
図3-7 機械的バットジョイント用の高温超伝導導体サンプル③
(銅ジャケット付10層BSCCO 2223導体)
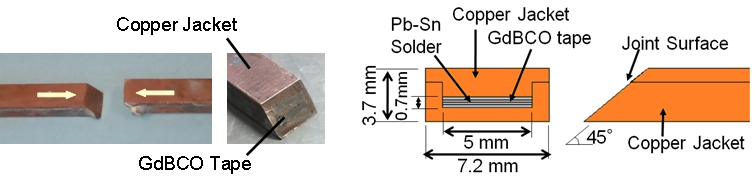
図3-8 機械的バットジョイント用の高温超伝導導体サンプル④
(銅ジャケット付4層GdBCO導体)

図3-9 機械的エッジジョイント用の高温超伝導導体サンプル
(銅ジャケット付40層YBCO導体 PSFC@MITとの共同研究)
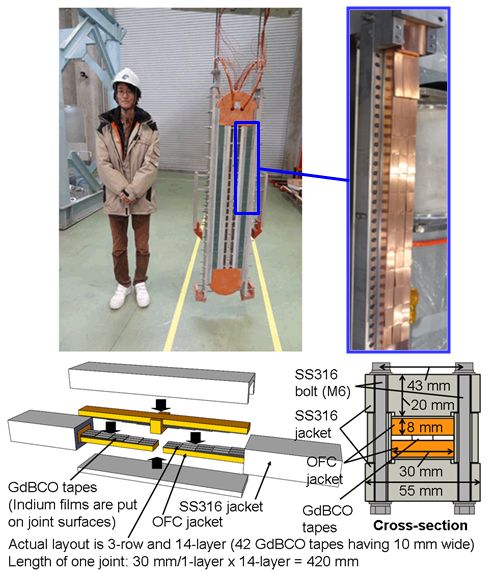
図3-10 ブリッジ式機械的ラップジョイント用の高温超伝導導体サンプル
(銅・ステンレスジャケット付3列14層GdBCO導体 NIFSとの共同研究)
2014年7月28日 Gigazine 「日本が開発中の超伝導用磁石で10万Aの超大電流を達成、核融合炉実現に一歩近づく」
分割型高温超伝導マグネットに関する当研究室と核融合科学研究所との共同研究の成果がニュースサイト「Gigazine」で紹介されました。
2014年3月31日 核融合科学研究所プレスリリース
核融合研究が更に進展 -- 高温超伝導で10万アンペア突破:世界記録を達成 --
高性能の「イットリウム系」高温超伝導線材を、新しい技術を用いて大型導体化することにより、世界をリードする大電流値を達成
2013年4月9日 核融合科学研究所プレスリリース
核融合研究がさらに前進 -- 高温超伝導導体で6万アンペアを達成 --
核融合発電炉のマグネットに適用の見通し 導体の接続技術を東北大学大学院・量子エネルギー工学専攻と開発
(**)
詳しくは販売メーカーのウェブサイトをご参照ください。
以下、国内関連メーカーのウェブサイトです。
BSCCO 2223テープ: 住友電気工業株式会社 http://www.sei.co.jp/super/index.ja.html
GdBCOテープ: 株式会社フジクラ http://www.fujikura.co.jp/index.html
YBCOテープ: Superpower Inc.(古河電気工業株式会社) http://www.superpower-inc.com/
実験装置
図3-11、図3-12に示す接合試験装置を実験では用いています。
超伝導ケーブルの接合時における接合力は、試料固定部上部に位置するロッドによって導体サンプル表面に
対して垂直に負荷されます。
ロッドの圧縮応力は装置の上部にあるハンドルで自由に制御することが可能で、本実験体系では
接合面に、最大で1000 kgf程度の垂直応力を試料に負荷することが可能です。
導体サンプルを実験装置に固定し、液体窒素による浸漬冷却の体系で、接合部における抵抗値を測定します。
電流は直流2000A、交流125 Aまで印加することができます。
 | 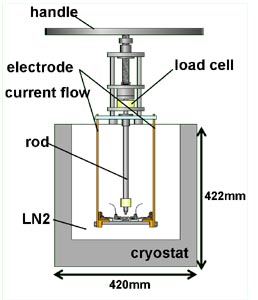 |
| 図3-11 接合試験装置全体 | |
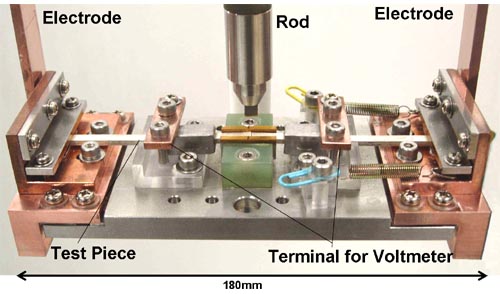
図3-12 接合試験装置試験部
分割型高温超伝導マグネット(プロトタイプ)の製作
高温超伝導導体の機械的バットジョイントを利用して、実際に小型の分割型高温超伝導マグネット(図3-13)の製作を行いました。
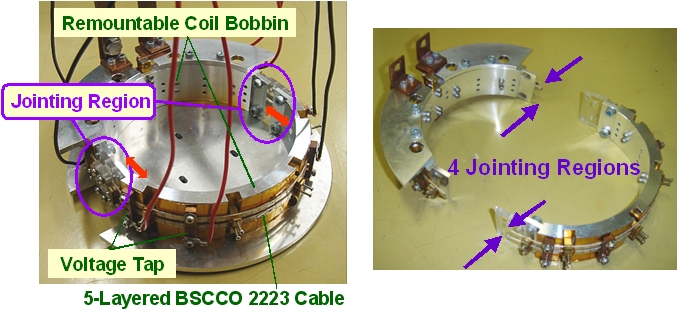
図3-13 製作した小型の分割型高温超伝導マグネット
hashizume-stafflovehashizume@grp.tohoku.ac.jp
Copyright © Hashizume & Ito & Ebara & Cheng Lab., All Rights Reserved.